

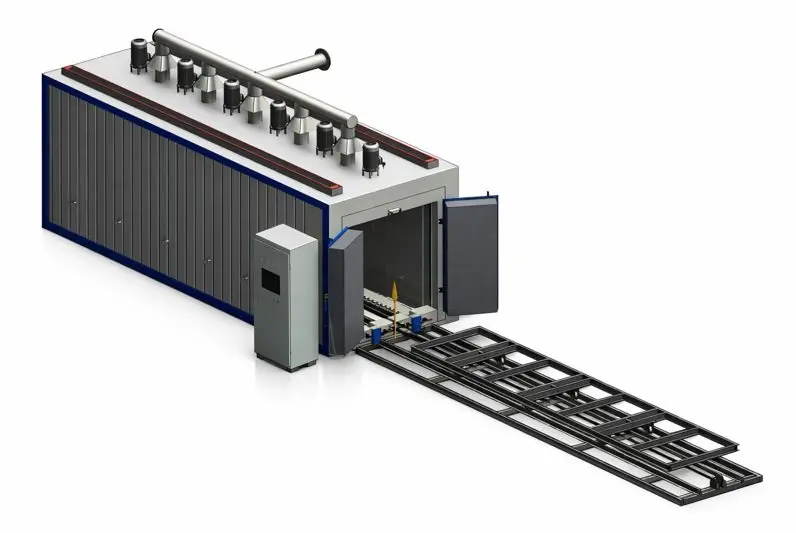





Preheating Oven
Line-side preheating stations for tools, molds, and parts – stable start temperature, faster takt time, fewer quality surprises.
Product details – ZonHoo Preheating Oven line
ZonHoo Preheating Ovens are standardized line-side preheat stations with carefully selected options, allowing us to manufacture at a competitive price point without sacrificing build quality or process stability. Designed specifically for upstream preheat, this product has proven to be a valuable investment for plants that struggle with cold starts, long warm-up tails, or inconsistent part temperature before forming, welding, coating, or heat treatment.
Available in multiple footprint and height configurations, with electric or gas heat, the ZonHoo preheating line is ideal for preheating tools, molds, dies, fixtures, steel fabrications, motor components, and more before they enter your main process equipment. The same oven can also support applications such as pre-warming resins, adhesives, and drum-packed materials prior to further processing.
Each ZonHoo preheating oven is built with heavy-duty construction, industrial-grade components, and airflow patterns tuned around your real load layout instead of an empty chamber. The recirculation system is optimized for fast heat-up and repeatable part-to-part temperature, even with frequent door openings. ZonHoo preheating ovens are factory adjusted and tested prior to shipment to help reduce installation and start-up time. A detailed quality checklist, optional uniformity maps, and documentation packs support your internal audits and customer requirements. For integration into larger projects, ZonHoo can support application review, RFQ engineering, and line layout suggestions. See: [Oven System Planning →]
Line-side preheat concept
ZonHoo designs preheating ovens as line-side preheat stations rather than general-purpose batch ovens. The focus is on short cycles, frequent door openings, and tight control of part temperature at unloading.
- Dedicated preheat step just before forming, welding, coating, or furnace loading
- Designed to sit close to the line, not in a remote utility area
- Configured for repeatable part temperature instead of long soaking cycles
Chamber & airflow design
Preheating ovens almost never run empty. They run with repeated, dense load patterns: the same parts, tools, and fixtures every shift. ZonHoo designs airflow around your real loads, not an empty box.
- Horizontal crossflow and/or vertical downflow airflow tuned to your part geometry
- CFD-supported airflow design based on your actual fixture and rack layout
- Loaded uniformity typically in the ±3–5 °C range over the working zone
- Adjustable ductwork and louvers to fine-tune airflow as products change
- Fast heat-up and door-open recovery to keep up with takt time
Engineered integration
- Concept and layout support to place the oven as a line-side buffer
- Custom cart, rack, or basket design to match your handling method
- Integration options to upstream/downstream conveyors and hoists
- Project plan from design → fabrication → FAT → shipment → SAT and training
- Application support and system planning. See: [Oven System Planning →]
From Concept to Installation —
We’ve Got You Covered
Process and temperature limits
- Always define the maximum allowable preheat temperature for each product or material according to your internal specifications and standards.
- For welding preheat, follow your approved WPS/PQR requirements and relevant codes.
- When preheating tools, molds, or fixtures, ensure the material and coatings can tolerate the selected preheat temperature and ramp rate.
- For resins, adhesives, or drum-packed materials, respect manufacturer datasheets and avoid approaching flash points or decompositiontemperatures.
Load, airflow, and stacking
- Do not block supply or return airflow with oversized or irregular loads.
- Keep a consistent loading pattern (rack layout, spacing, orientation) to maintain designed uniformity and cycle times.
- Avoid placing loose items that can shift and obstruct airflow or contact heaters/blowers.
- Use appropriate fixtures, hooks, or baskets designed to handle the required weight at temperature.
Door operation and handling
- Minimize door-open time at loading/unloading to avoid temperature shock and excessive heat loss.
- Ensure operators stand clear of the door opening when hot air is released.
- Use suitable tools, gloves, and PPE for handling hot racks, carts, and parts.
- Verify that door interlocks and limit switches are operational and not bypassed.
Atmosphere, ventilation, and restrictions
- Standard ZonHoo preheating ovens are designed for non-explosive atmospheres and non-flammable load conditions.
- Do not use the oven for solvent-rich, flammable, or explosive atmospheres unless it is specifically supplied with an appropriate explosion-protection package.
- Ensure that exhaust and ventilation are sized and installed according to local regulations and your plant’s safety standards.
- Follow your plant’s risk assessment and safety procedures for thermal equipment.
- For critical processes, agree on preventive maintenance and uptime support with ZonHoo. See: [Service & spare-parts center →]
Process and application
- What process will follow the preheat step? (welding, forming, coating, curing, furnace loading, etc.)
- What is the purpose of preheating? (reduce distortion, improve adhesion, meet WPS, shorten ramp time, etc.)
- Required operating temperature range and preferred normal setpoints
- Allowed temperature tolerance on parts at unloading (e.g. ±5 °C, ±10 °C)
Parts, tools, and load details
- Part type (steel plates, weldments, molds, fixtures, motor stators, etc.)
- Maximum and typical part dimensions and weight
- Maximum total load per batch (kg) and per rack/cart
- Drawings, photos, or descriptions of existing racks, pallets, or fixtures (if any)
- Desired loading pattern per batch (number of parts per cycle)
Takt time and production pattern
- Required cycle time and takt time target (parts/batch per hour or per shift)
- Daily and peak production volumes
- Number of shifts and expected operating hours per day
- Whether loads are fed from a manual station, crane/hoist, or conveyor line
Layout, utilities, and environment
- Available floor space and height restrictions in the installation area
- Required door orientation (single door vs pass-through) and access routes
- Available electrical supply (voltage, phase, frequency)
- Interest in electric vs gas vs thermal oil heating
- Ambient conditions (indoor, unheated hall, high humidity, dusty environment, etc.)
How do I choose between a preheating oven and a general batch oven?
If the main purpose is to bring parts or tooling to a stable starting temperature before another process, a preheating oven is usually the better choice. ZonHoo preheating ovens are optimized for line-side use: short cycles, frequent door openings, and integration with upstream/downstream equipment. General batch ovens are more suitable for long soaking cycles and multi-purpose heat treatment. See also: [Industrial Batch Oven →]
What temperature range is most common for preheating applications?
Most welding and fabrication preheat applications run between 80–250 °C, while mold and tool preheat may require up to 350–450 °C depending on the process. ZonHoo will size the heaters, blowers, and insulation according to your required temperature window, cycle time, and production rate.
Can ZonHoo design the loading fixtures and racks for my parts?
Yes. ZonHoo can design custom carts, racks, and fixtures built around your specific parts and handling method. Good fixture design is critical for repeatable airflow, temperature uniformity, and safe handling, especially when parts are heavy or geometrically complex.
How is temperature uniformity verified?
ZonHoo performs uniformity tests using multiple thermocouples placed on and around representative loads. We can provide test reports and, if required, perform tests according to your internal standards or customer specifications, including SAT-style checks for critical processes.
What is the typical lead time for a preheating oven?
For standard designs, lead time is often in the 4–5 week range from order, depending on size, temperature rating, options, and project complexity. For highly customized systems or multi-oven projects, ZonHoo will propose a gated project schedule so engineering and purchasing can plan ahead.
How can a preheating oven improve overall line productivity?
By removing cold-start variation, a preheating oven shortens ramp time in your main furnace, forming press, or coating line. It helps increase first-pass yield, reduce scrap, and improve energy use per part. Many customers see a clear improvement in takt time and stability once a dedicated preheat station is added to the line.
Welding and fabrication preheat
Heavy plates, rings, and weldments are brought to a defined preheat temperature before welding. This helps you follow WPS/PQR requirements, reduces rework and repair welds, and protects against cracking in critical joints.
Mold and tool preheat
Press tools, dies, and composite molds are preheated so each forming or curing cycle starts from the same mold temperature. Results: more consistent dimensions, better surface finish, better resin flow, and reduced thermal stress on expensive tooling.
Preheat buffer before high-temperature furnaces
For solution treatment, aging, and high-temperature curing, a preheating oven acts as a thermal buffer. Loads enter the main furnace closer to process temperature, shortening ramp time and improving utilization of high-value capital equipment. See also: Industrial Batch Oven → and Truck-In Oven →
Motor and electrical component preheat
Stators, rotors, and other wound components are preheated before varnish impregnation, curing, or baking. This improves resin penetration, helps drive off moisture, and stabilizes curing quality from batch to batch.
Resins, adhesives, and drum-packed materials (within limits)
Certain resins, adhesives, and drum-packed materials can be gently pre-warmed before dispensing or further processing. ZonHoo will help you define safe temperature limits and, where appropriate, propose a combination of preheating ovens and dedicated drum heating equipment. See: Drum Heating Ovens →